3D 프린터 출력 실패 원인 TOP 10: 증상으로 원인 찾고, 바로 해결하는 실전 가이드
출력물 모서리가 들뜨고, 레이어가 미끄러지고, 노즐에서 필라멘트가 끊겨 나오는 순간—무엇부터 손대야 할지 막막하죠. 이 글은 초보자도 증상 → 원인 → 즉시 적용 가능한 해결로 곧장 따라 할 수 있도록 구성했습니다. 각 원인은 현장에서 가장 많이 겪는 빈도순으로 정리했고, 점검 순서와 권장 세팅 범위, 체크리스트까지 함께 제공합니다. 오늘 해결 경험이 쌓이면, 내일의 실패는 확 줄어듭니다.

빠른 진단 체크리스트 (5분 버전)
아래 7가지를 순서대로 훑어보면 대부분의 실패는 5~10분 내 원인 윤곽이 잡힙니다.
- ✓ 베드 청결: 이형제·지문·먼지 제거(IPA로 닦고 완전 건조).
- ✓ 베드 평탄도 & Z 오프셋: 종이 테스트로 4~5점 레벨링, 첫 레이어 스쿼시 상태 확인.
- ✓ 노즐 상태: 막힘·반막힘 의심 시 콜드풀·노즐 교체.
- ✓ 필라멘트: 습기(‘지글지글’ 소리)·꺾임·직경 편차 점검.
- ✓ 온도: 소재별 노즐·베드 기본값 재적용(PLA 200~210℃/60℃ 등).
- ✓ 속도/가속: 테스트 시 40~60mm/s, 가속은 보수적으로.
- ✓ 벨트·풀리: 장력 느슨/치우침·풀리 고정 나사 확인.
1. 첫 레이어·베드 평탄도·Z 오프셋
가장 흔한 실패 원인입니다. 첫 레이어가 제대로 눌리지 않으면 바로 들뜸·미끄러짐·라인 끊김이 발생합니다.
- 증상: 첫 레이어 라인이 끊기거나 둥둥 떠다님, 모서리 들뜸.
- 원인: 베드 레벨 불균일, Z 오프셋 과대/과소, 베드 오염.
- 해결:
- • 종이 테스트로 4~5 포인트 레벨링 → 마찰감이 동일하도록.
- • Z 오프셋 소폭 조정(−0.02~−0.05mm 단위).
- • 베드 표면 IPA로 탈지, 새 테이프/시트 교체 검토.
2. 베드 접착력·표면 준비
베드와 소재 매칭이 안 되면 특히 코너 워핑이 심합니다. 표면 질감과 베드 온도가 핵심입니다.
- 증상: 모서리 들뜸, 중간에 프린트가 바닥에서 떨어짐.
- 원인: 베드 온도 낮음, 표면 오염, 브림/래프트 미사용.
- 해결:
- • 베드 온도 상향(PLA 55~65℃, PETG 70~80℃, ABS 90~110℃).
- • 브림 5~8라인 적용, 드래프트 실드/인클로저 고려.
- • 글루스틱·접착시트 등 보조 접착 활용.
3. 노즐 막힘·언더익스트루전
반막힘만으로도 레이어가 성기고 약해집니다. 필라멘트 경로 전체를 함께 점검하세요.
- 증상: 라인 얇음, 중간중간 끊김, 상층 약함.
- 원인: 노즐 카본화·이물질, PTFE 튜브 마모, 기어 슬립.
- 해결:
- • 콜드풀로 이물 제거, 필요 시 노즐 교체.
- • 익스트루더 기어 청소·장력 조정, PTFE 튜브 상태 점검.
- • 유량(Flow) 95~105% 내 미세 보정, E-steps 캘리브레이션.
4. 과다 익스트루전·치수 오류
과출력은 치수 초과·표면 누더기를 유발합니다. 벽 두께·캘리브레이션 큐브로 빠르게 확인하세요.
- 증상: 치수 크게 나옴, 모서리 뭉침, 표면 물결.
- 원인: Flow 과다, 노즐 직경·라인폭 불일치.
- 해결:
- • Flow 95~100%로 낮추고 결과 비교.
- • 노즐 직경과 라인폭(일반 0.4노즐에 0.4~0.48mm) 일치.
- • 캘리브레이션 큐브로 X/Y 치수 확인·보정.
5. 온도 세팅 오류(노즐·베드)
온도가 낮으면 언더익스트루전·층간 접착 약화, 높으면 줄흐름·코너 뭉침이 발생합니다.
- 증상: 층간 박리, 표면 거칠음 또는 과녹음, 코너 번짐.
- 원인: 소재 대비 노즐/베드 온도 부적절, 냉각 과다/부족.
- 해결:
- • 소재별 권장 온도 범위로 재설정(아래 표 참고).
- • 첫 레이어 팬 끔/약하게(0~20%), 상층은 PLA 80~100% 권장.
- • 온도 타워로 최적값 찾기.
6. 속도·가속·진동(리즌넌스)
너무 빠르면 품질이 급격히 떨어집니다. 특히 키가 큰 모델은 진동 여파가 큽니다.
- 증상: 고주파 리플(고스트링), 코너 변형, 레이어 정합 불량.
- 원인: 프린트 속도·가속 과다, 프레임·테이블 불안정.
- 해결:
- • 테스트 시 40~60mm/s, 가속·저크는 낮게.
- • 프린터 하부 진동 흡수 매트, 프레임 고정 재점검.
- • 가능하면 입력성형(Pressure/Linear Advance)·리즌넌스 튜닝.
7. 필라멘트 수분 문제
습기 먹은 필라멘트는 압출 시 ‘지글지글’ 소리와 기포, 층간 약화를 유발합니다.
- 증상: 표면 기공, 실처럼 늘어짐 증가, 층간 접착 약함.
- 원인: 장기간 개봉, 보관 불량, 고습도 환경.
- 해결:
- • 건조: 전용 드라이어 또는 오븐(PLA 45~50℃, PETG 60℃, 4~6시간).
- • 보관: 지퍼백+건조제, 상시 건조 보관함 사용.
8. 레이어 쉬프팅·벨트·풀리·윤활
축 방향으로 층이 ‘계단’처럼 밀리면 기계적 원인을 의심하세요.
- 증상: X/Y 방향으로 출력이 한 번에 밀림(레이어 쉬프팅).
- 원인: 벨트 장력 불균일, 풀리 고정나사(그럽 스크루) 풀림, 레일 마찰.
- 해결:
- • 벨트 장력 균일화, 마모 확인.
- • 풀리 고정나사 샤프트 평면에 정확히 조여 고정.
- • 레일·로드 청소·윤활, 케이블 간섭 제거.
9. 리트랙션·스트링잉·오즈
리트랙션 설정이 맞지 않으면 실 줄기, 오즈, 표면 잡티가 생깁니다.
- 증상: 출력물 사이 실생김, 노즐 누수, 표면 자잘한 뭉침.
- 원인: 리트랙션 거리/속도 부적절, 노즐 온도 과다, 냉각 부족.
- 해결:
- • 리트랙션: 보우든 4~6mm, 다이렉트 0.6~1.2mm(시작점).
- • 온도 5~10℃ 하향, 코스팅/콤빙/와이프 옵션 단계적 적용.
10. 서포트·오버행·브리징
오버행 각도와 브리징 길이에 비해 냉각·속도·라인폭이 맞지 않으면 처짐이 발생합니다.
- 증상: 오버행 처짐, 브리지 중간 늘어짐·끊김.
- 원인: 냉각 부족, 속도 과다, 서포트 밀도/패턴 부적합.
- 해결:
- • 오버행 각도 상향(서포트 적용 임계 각도 50~60°).
- • 브리징 전용 속도/팬 강화, 라인폭 110~120% 시도.
- • 서포트 트리/라인 패턴 전환, 인터페이스 레이어 추가.
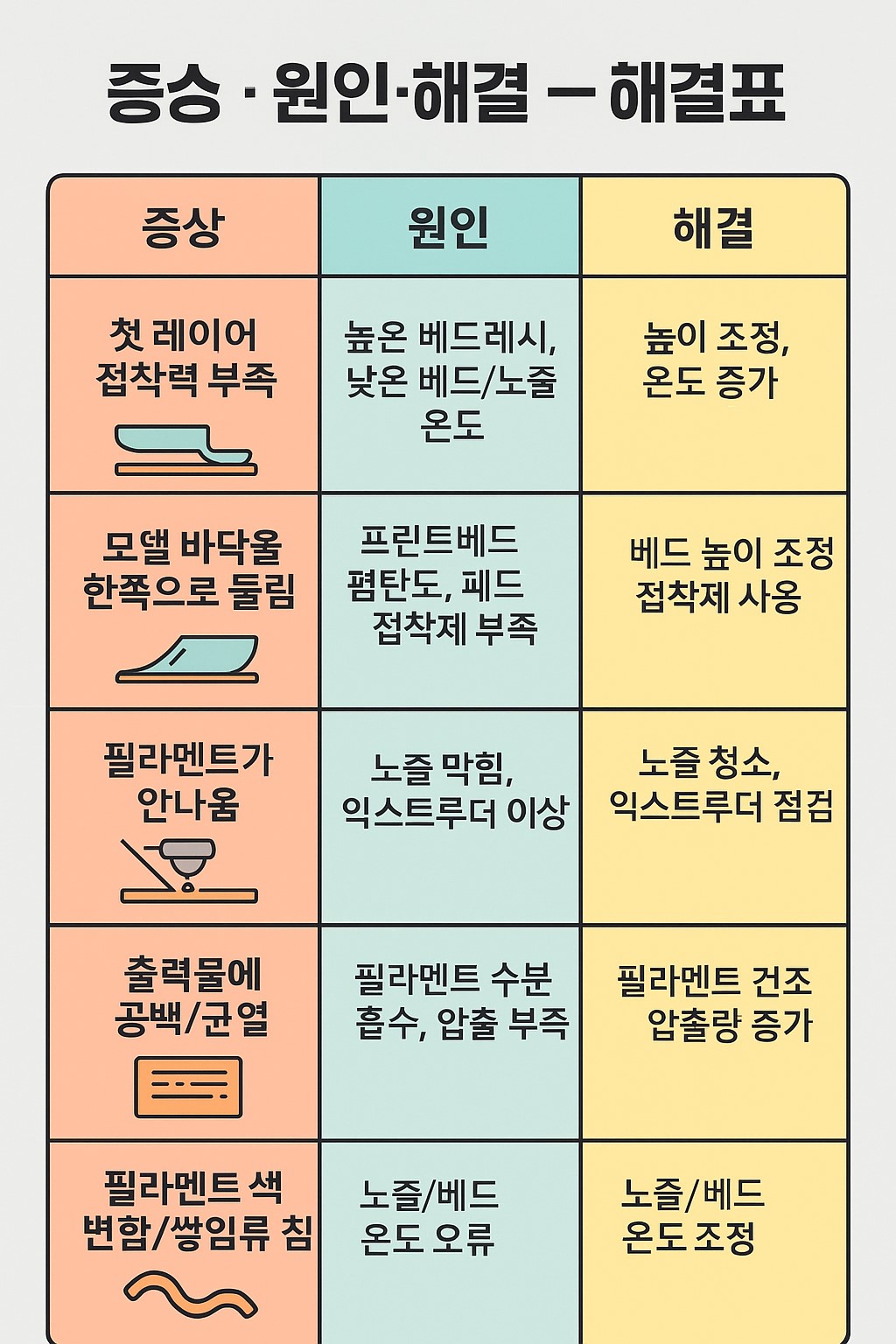
증상별 원인·해결 요약표
| 증상 | 주요 원인 | 빠른 해결 |
|---|---|---|
| 첫 레이어 끊김/뜸 | 레벨 불량, Z오프셋, 베드 오염 | 종이테스트, Z 미세조정, IPA 탈지 |
| 모서리 들뜸(워핑) | 베드 온도 낮음, 접착력 부족 | 베드온 상승, 브림 추가, 인클로저 |
| 언더익스트루전 | 노즐 반막힘, 기어 슬립 | 콜드풀/노즐 교체, 기어 청소 |
| 과다익스트루전 | Flow 과다, 라인폭 불일치 | Flow 95~100%, 라인폭 점검 |
| 층간 박리 | 노즐 온도 낮음, 냉각 과다 | 노즐온 +5~10℃, 팬 하향 |
| 스트링/오즈 | 리트랙션·온도 문제 | 리트랙션 튜닝, 온도 하향 |
| 레이어 쉬프팅 | 벨트 장력/풀리 고정 불량 | 벨트 재장력, 그럽스크루 조임 |
| 표면 기포 | 필라멘트 수분 | 건조 4~6시간, 보관 개선 |
권장 세팅값 빠른 가이드
- • PLA: 노즐 200~210℃, 베드 55~65℃, 속도 40~60mm/s, 첫 레이어 팬 0~20%.
- • PETG: 노즐 230~245℃, 베드 70~80℃, 속도 35~50mm/s, 팬 0~50%.
- • ABS: 노즐 240~255℃, 베드 90~110℃, 인클로저 권장, 팬 0~20%.
- • 리트랙션(기본): 다이렉트 0.6~1.2mm, 보우든 4~6mm, 속도 25~40mm/s.
출력 안정화를 위한 유지보수 루틴
- ✓ 주 1회: 베드 표면 탈지, 노즐 외부 카본 제거.
- ✓ 월 1회: 벨트 장력·풀리 고정 나사 점검, 레일·로드 윤활.
- ✓ 상시: 필라멘트 건조 보관(건조제+밀폐), 장시간 미사용 전 건조 후 보관.
- ✓ 분기별: 펌웨어/슬라이서 업데이트, 프로필 백업.
자주 묻는 질문(FAQ)
Q1. 첫 레이어만 실패합니다. 어디부터 볼까요?
A. 베드 청결 → 레벨링(종이 테스트) → Z 오프셋 순으로 점검하세요. 첫 레이어만의 문제라면 이 3가지만으로도 대부분 해결됩니다.
Q2. 같은 설정인데 어느 날 갑자기 품질이 떨어졌어요.
A. 환경 변화(온·습도, 통풍)와 소모품 마모(노즐, PTFE 튜브, 벨트)를 먼저 의심하세요. 특히 필라멘트 수분이 잦은 원인입니다.
Q3. 속도를 더 올리고 싶은데 품질이 나빠집니다.
A. 구조물 안정화(진동 흡수), 가속·저크 하향, 라인폭·온도 재조정으로 타협점을 찾으세요. 가능하면 리즌넌스 튜닝도 도움이 됩니다.
관련 링크 · 다음 글 예고
- 이전 글: 탈모 방지 샴푸 TOP 5
- 다음 글: 로봇청소기 4종 비교
요약 한 줄
핵심: 첫 레이어·베드·노즐·온도·속도·수분·벨트 7가지만 체계적으로 점검하면 대부분의 출력 실패는 빠르게 수습됩니다. 오늘 체크리스트로 원인을 찾고, 내일은 동일 증상을 재발하지 않게 프로필과 루틴을 업데이트하세요.
'3D 프린터 > 사용법 & 설정 가이드' 카테고리의 다른 글
| “3D 프린터로 돌덩이처럼 단단한 출력물 만드는 사람들, 이렇게 세팅합니다” (0) | 2025.10.30 |
|---|---|
| “출력만으로 끝내면 2% 부족하다, 3D 프린터 품질을 완성하는 후가공 비법” (0) | 2025.09.30 |
| “처음 3D 모델링할 때 아무도 안 알려주는 5가지 함정” (0) | 2025.09.17 |
| “이렇게 만들면 된다! 3D 프린터 교육용 키트 초등~고등 커리큘럼 완전 정리” (1) | 2025.09.10 |
| 3D 프린터 출력물 접착력 테스트: 본드 vs 아세톤 vs 히트건 (3) | 2025.08.04 |
| PLA vs PETG 내열성 비교 실험: 실사용 온도 테스트 결과는? (2) | 2025.08.02 |
| 3D 모델 파일 오류 해결법: 망가진 STL 복구하는 3가지 방법 (1) | 2025.08.02 |
| 3D 프린터 지원 구조물 이해하기: 지지대(Support)의 모든 것 (1) | 2025.08.01 |



